
鋼筋接頭的幾種方式【專業分享】
作者:admin來源:本站發布時間:2019-09-05 00:44:39點擊數:26
次
鋼筋接頭的幾種方式【專業分享】
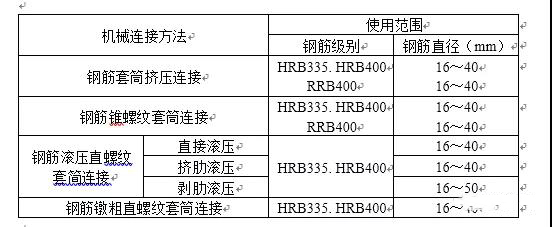
鋼筋套筒擠壓連接帶肋鋼筋套筒擠壓連接是將兩根待連接鋼筋插入鋼套筒,用擠壓連接設備沿徑向擠壓鋼套筒,使之產生塑性變形,依靠變形后的鋼套筒與被連接鋼筋縱、橫肋產生的機械咬合的鋼筋連接方法(下圖)。
這種接頭質量穩定性好,能與母材等強,但操作工人工作強度大,有時液壓油污染鋼筋,綜合成本較高。鋼筋擠壓連接,要求鋼筋*小中心間距為90mm。
擠壓設備:鋼筋擠壓設備由壓接鉗、超高壓泵站及超高壓膠管等組成。
鋼筋錐螺紋套筒連接
鋼觴錐螺紋套筒連接是將兩根待接鋼筋端頭用套絲機做出錐形外絲,用帶錐形內絲的套筒將鋼筋兩端擰緊的鋼筋連接方法。
錐螺紋接頭質量穩定性一般,施工速度快,綜合成本較低。在普通型錐螺紋接頭的基礎上,增加鋼筋端頭預壓或鍛粗工序,K型鋼筋等強錐螺紋接頭,可與母材等強。
設備有:鋼筋預壓機或鐓粗機;鋼筋套絲機;扭力扳手;量規。

鋼筋鐓粗直螺紋套筒連接
鋼筋鐓粗直螺紋套筒連接方法是:將鋼筋端頭鐓粗,切削成直螺紋,然后用帶直螺紋的套筒將鋼筋兩端擰緊的鋼筋連接方法:
機具設備:鋼筋液壓冷鐓機;鋼筋直螺紋套絲機;扭力扳手、量規。
鋼筋滾壓直螺紋套筒連接這種現場采用較多
鋼筋滾壓直螺紋套筒連接是利用冷作硬化增強金屬材料強度的特性,使接頭與母材等強的連接方法。根據滾壓直螺紋成型方式,分為直接滾壓螺紋、擠肋滾壓螺紋、剝肋滾壓螺紋三種類型:
1)直接滾壓螺紋加工
采用鋼筋滾絲機(型號:G21_-32、GY21_-40、(;SJ-40、HGS40等)直接滾壓螺紋。該工藝螺紋加工簡單,設備投入少;但螺紋精度差,鋼筋粗細不均導致螺紋直徑差異,施工質量受影響。
2)擠肋滾壓螺紋加工
采用專用擠壓設備,滾輪先將鋼筋的橫肋和縱肋進行預壓平,然后滾壓螺紋。以減輕鋼筋肋對成型螺紋的影響。該工藝對螺紋精度有一定提高,但仍不能根本解決鋼筋直徑差異對螺紋精度的影響,螺紋加工需要兩套設備。
3)剝肋滾壓螺紋加工 ·
采用鋼筋剝肋滾絲機(型號:GHG40、GHG50).將鋼筋的橫肋和縱肋進行剝切處理,使鋼筋滾絲前的柱體直徑達到一致,再進行螺紋滾壓成型。該工藝螺紋精度高,接頭質量穩定,施工速度快,價格適中。
本文由衡水中景機械設備有限公司編輯發布,轉載請注明此處:鋼筋接頭 帶肋鋼筋套筒 http://www.jkcqv.cn/


