
剝肋滾壓直螺紋鋼筋連接技術交底
作者:admin來源:本站發布時間:2019-09-02 02:53:12點擊數:26
次
剝肋滾壓直螺紋鋼筋連接技術交底
施工準備1、機械準備
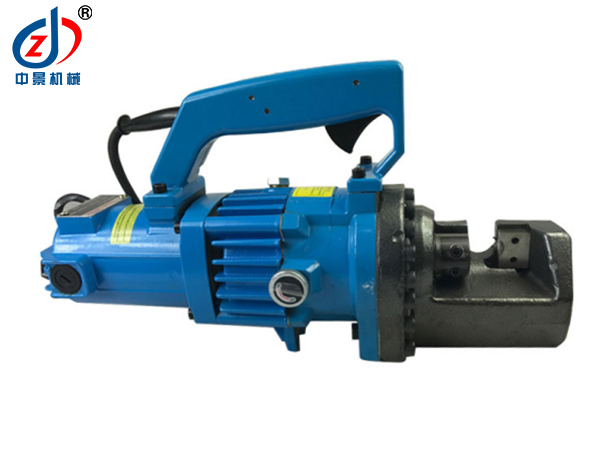
鋼筋直螺紋套絲機、扭力扳手、量規(通規、止規)、砂輪切割機、直螺紋專用鋼筋切斷機
直螺紋專用鋼筋切斷機
普通切斷機切斷效果:不符合要求
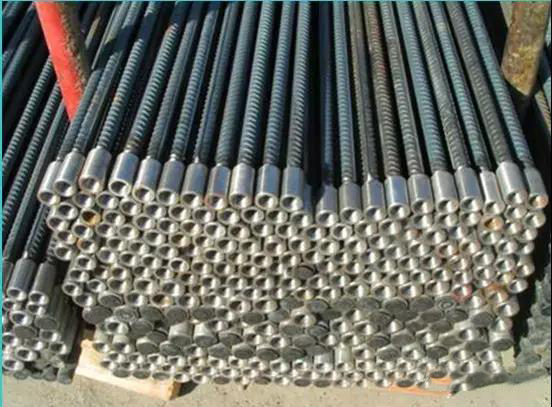
直螺紋專用刀片切斷效果
2、勞動力準備
加工鋼筋接頭的操作工人,應經專業人員培訓合格后才能上崗,人員應相對穩定。
3、材料準備
鋼筋:應有出廠合格證和實驗報告,各項物理性能符合《鋼筋混凝土用熱軋肋鋼筋》標準的要求;
直螺紋連接套筒:HRB400級鋼筋,采用45號經調質處理,或用性能不低于HRB400鋼筋性能的其他鋼種。應有出廠合格證和檢驗報告。
規格型號:同徑、變徑連接套筒,分右旋和左右旋兩種。
5、作業條件
(1)機械設備安裝完畢并調試正常;
(2)操作人員經技術培訓,考核合格,持證上崗。
(3)編排好布筋圖和穿筋順序。
施工工藝流程及操作要點
1、施工工藝流程
鋼筋切割→鋼筋套絲→絲頭檢查→現場連接
2、鋼筋下料時,鋼筋接頭位置應符合下列規定:
結構構件中縱向受力鋼筋的接頭宜相互錯開,鋼筋機械連接的連接區段長度應按35d計算(d為被連接鋼筋中的較大直徑)。在同一連接區段內有接頭的受力鋼筋截面面積占受力鋼筋總截面面積的百分率(以下簡稱接頭百分率),應符合下列規定:
(1)接頭宜設置在結構構件受拉鋼筋應力較小部位,當需要在高應力部位設置接頭時,在同一連接區段內Ⅲ級接頭的接頭百分率不應大于25%;Ⅱ級接頭的接頭百分率不應大于50%;I級接頭的接頭百分率除下面b條款所列情況外可不受限制。
(2)接頭宜避開有抗震設防要求的框架的梁端、柱端箍筋加密區;當無法避開時,應采用Ⅱ級接頭或I級接頭,且接頭百分率不應大于50%。
(3)受拉鋼筋應力較小部位或縱向受壓鋼筋,接頭百分率可不受限制。
(4)對直接承受動力荷載的結構構件,接頭百分率不應大于50%。
當對具有鋼筋接頭的構件進行試驗并取得可高數據時,接頭的應用范圍可根據工程實際情況進行調整。
3、直螺紋接頭的現場加工應符合下列規定:
(1)鋼筋端部應切平或鐓平后加再工螺紋;
(2)鋼筋絲頭長度應滿足企業標準中產品設計要求,公差應為0~2.0p(p為螺距):
(3)鋼筋絲頭宜滿足6f級精度要求,應用專用直螺紋量規檢驗,通規能順利旋入并達到要求的擰入長度,止規旋入不得超過3p。抽檢數量10%,檢驗合格率不應小于95%。
砂輪切割機下料
安裝保護帽
或帶上套筒保護
4、直螺紋鋼筋接頭的安裝質量應符合下列要求:
(1)安裝接頭時可用管鉗扳手擰緊,應使鋼筋絲頭在套筒中央位置相互頂緊。標準型接頭安裝后的外露螺紋不宜超過2p。
(2)安裝后應用扭力扳手校核擰緊扭矩,擰緊扭矩值應符合下表的規定。
(3)校核用扭力扳手的準確度級別可選用10級。
直螺紋專用力矩扳手
3、質量標準
1、接頭等級
接頭應根據抗拉強度、殘余變形以及高應力和大變形條件下反復拉壓性能的差異,分為下列三個等級:
I級:接頭抗拉強度等于被連接鋼筋實際抗拉強度或不小于1.10倍鋼筋抗拉強度標準值,殘余變形小并具有高延性及反復拉壓性能。
Ⅱ級:接頭抗拉強度不小于被連接鋼筋抗拉強度標準值,殘余變形較小并具有高延性及反復拉壓性能。
Ⅲ級:接頭抗拉強度不小于被連接鋼筋屈服強度標準值的1.25倍,殘余變形較小并具有延性及反復拉壓性能。

2、接頭應用
結構設計圖紙中應列出設計選用的鋼筋接頭等級和應用部位。接頭等級的選定應符合下列規定:
(1)混凝土結構中要求充分發揮鋼筋強度或對延性要求高的部位,應優先選用Ⅱ級接頭;當在同一連接區段內必須實施100%鋼筋接頭的連接時,應采用I級接頭。
(2)混凝土結構中鋼筋應力較高但對接頭延性要求不高的部位,可采用Ⅲ級接頭。
3、型式檢驗:
在下列情況時應進行型式檢驗:
1、確定接頭性能等級時;
2、材料、工藝、規格進行改動時;
3、型式檢驗報告超過4年時。
4、工藝檢驗:
鋼筋連接工程開始前,應對不同鋼筋生產廠的進場鋼筋進行接頭工藝檢驗;施工過程中,更換鋼筋生產廠時,應補允進行工藝檢驗。工藝檢驗應符合下列規定:
(1)每種規格鋼筋的接頭試件不應少于3根;
(2)每根試件的抗拉強度和3根接頭試件的殘余變形的平均值均應符合《鋼筋機械連接技術規程》(JGJ 107━2010)的要求;
(3)接頭試件在測量殘余變形后可再進行抗拉強度試驗;
(4)**次工藝檢驗中1根試件抗拉強度或3根試件的殘余變形平均值不合格時,允許再抽3根試件進行復驗,復驗仍不合格時判為工藝檢驗不合格。
5、現場驗收:
(1)接頭的現場檢驗應按驗收批進行,同一施工條件下采用同一批材料的同等級、同型式、同規格接頭,應500個為 一個驗收批進行檢驗與驗收,不足500個也應作為一個驗收批。
(2)對接頭的每一驗收批,必須在工程結構中隨機截取3個接頭試件作抗拉強度試驗,按設計要求的接頭等級進行評定。當3個接頭試件的抗拉強度均符合要求時,該驗收批應評為合格。如有1個試件的抗拉強度不符合要求,應再取6個試件進行復檢。復檢中如仍有1個試件的抗拉強度不符合要求,則該驗收批應評為不合格。
(3)現場檢驗連續10個驗收批抽樣試件抗拉強度試驗一次合格率為100%時,驗收批接頭數量可擴大1倍。
(4)現場截取抽樣試件后,原接頭位置的鋼筋可采用同等規格的鋼筋進行搭接連接,或采用焊接及機械連接方法補接。
(5)對抽檢不合格的接頭驗收批,應由建設方會同設計等有關方面研究后提出處理方案。
直螺紋現場檢查,合格做紅油漆標記
安全技術措施
1、鋼筋直螺紋套絲機操作工進場都必須要經過項目部施工現場安全員的安全技術交底,成績合格后才能進場作業。必須持證上崗。
2、鋼筋直螺紋套絲機操作工進入施工現場不準吸煙、不準隨地大小便,要帶好安全帽、系好帽帶。
3、鋼筋直螺紋套絲機操作工在現場一定要聽從項目部專職安全員的指揮。
4、鋼筋直螺紋套絲機操作工要嚴禁遵守進螺紋套絲機安全操作規程。
5、機器應安裝在有防雨措施的地方,露天加工時,應加蓋頂棚。
6、機器安裝應保持滾軋頭軸線在水平位置,四個腳掄都與地面接觸,不允許有懸空的腳輪。
7、機器的電源線應由現場專職電工連接,注意:機身必須連接可靠的接地線。
8、電源線接通后,應保證機器滑板在初始位置(滑板在*尾端與限位螺釘接觸處)時,按下啟動按鈕,滾軋頭為正向轉動。滾軋頭的正向轉動是指從虎鉗位置看滾軋頭為逆時針方向轉。
9、加工前的準備:
(1)在水箱中注入足量的冷卻液。冷卻液應采用水溶性冷卻潤滑液。當環境溫度低于0℃時,應加入15﹪~20﹪的亞硝酸鈉。禁止用機油或其他油性溶液作冷卻潤滑液。不允許在無冷卻液的狀態下加工。
(2)在機床的滑動部位加潤滑油(包括滑板導軌、虎鉗的滑槽),每班加油一次。往復搖動滑板應靈活阻礙。
(3)檢查減速機的油標,油位低時需加注適量合格的潤滑油。
(4)加工絲頭長度的調整:不同直徑的鋼筋,在兩端頭處加工的螺紋部分(絲頭)的長度不同,本機床在加工中,滾軋頭停車的位置是固定的,調整絲頭長度是靠調整滑板的初始位置來實現的,調整滑板限位螺釘伸出的長度,就改變了加工絲頭的長度。長度調整合適后,需將限位螺釘的鎖母鎖緊。
10、每天作業結束,應切電源方可離開。
綠色施工
1、鋼筋宜采用專用軟件優化放樣下料,根據優化配料結果合理確定進場鋼筋的定尺長度;在滿足相關規范要求的前提下,合理利用短筋。
2、鋼筋工程宜采用專業化生產的成型鋼筋。鋼筋現場加工時,宜采取集中加工方式。
3、鋼筋連接宜采用機械連接方式。
4、進場鋼筋原材料和加工半成品應存放有序、標識清晰、儲存環境適宜,并應采取防潮、防污染等措施,建立健全保管制度。
5、鋼筋除銹時,應采取避免揚塵和防止土壤污染的措施。
6、鋼筋加工中使用的冷卻液體,應過濾后循環使用,不得隨意排放。
7、鋼筋加工產生的粉末狀廢料,應按建筑垃圾及時收集和處理,不得隨意掩埋或丟棄。
8、鋼筋安裝時,直螺紋套筒等材料應妥善保管和使用,散落的余廢料應及時收集利用。
本文由衡水中景機械設備有限公司編輯發布,轉載請注明此處:直螺紋套筒 http://www.jkcqv.cn


