
可焊型套筒焊接施工及檢驗要求?
作者:admin來源:本站發布時間:2019-06-12 01:30:43點擊數:26
次
可焊型套筒焊接施工及檢驗要求
一、可焊型套筒連接的主要性能及特點1、連接質量可靠,施工速度快;
2、焊接接頭質量達到行業標準《鋼筋機械連接通用技術規程》JGJ107-2010中**等級------I級接頭性能要求。
二、一般要求
1、可焊型套筒采用焊接性能好的低碳合金結構鋼20Cr材料進行焊接,以保證其焊接質量的可靠性。其幾何尺寸及焊接技術參數分別參照可焊型套筒技術參數和套筒焊接技術參數說明書。
2、要求具有專業培訓過的焊接技術持證上崗依照焊接縫設計書及焊接工藝評定及檢驗計劃書進行焊接作業。
三、焊接工藝流程
1、去掉可焊型套筒上的塑料保護蓋;
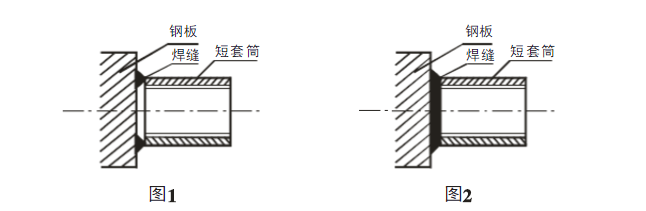
2、將大倒角一端面對鋼柱點焊,焊接時應對焊接2點,并應保證套筒和鋼柱之間的間隙約2mm(見圖1);
3、沿著可焊型套筒倒角進行施焊一周至規定焊接要求(見圖2);
4、施工人員焊接完成后應對焊縫逐個進行外觀質量檢查;
5、焊縫外觀質量要求
(1)檢查是否有氣孔、夾渣、裂紋、弧坑、焊瘤等,發現有缺陷時應及時補焊;
(2)焊縫外形應均勻、飽滿、過渡平滑,在焊縫任意25mm長度范圍內,焊縫表面高低差值不得大于2mm;
(3)焊腳尺寸應符合規定,其偏差為0~3mm。
6、外觀質量檢查方法
(1)金屬小錘敲打焊縫,檢查是否有氣孔或夾渣、裂縫、弧坑、焊瘤等,發現有缺陷時及時補焊;
(2)用卡尺測量焊縫高度是否符合要求,并且目測焊縫是否飽滿,不得缺肉,焊縫外形應均勻,焊縫應平滑過渡。
本文由衡水中景機械設備有限公司編輯發布,轉載請注明此處:


